



PP PE ABS PS PC PA 300kg / h عالية السعة التكنولوجيا الجديدة آلة إعادة تدوير البلاستيك
البلاستيك المعالج: HDPE ، HDPE / PP ، PE / PP ، Lldpe ، البوليسترين ، ABS / PP ، PP ، LDPE ، ABS
حالة: جديدة
الإخراج (كجم / ساعة): 300-350 كجم / ساعة
فحص الصادر بالفيديو: متوفر
تقرير اختبار الماكينات: مقدم
ضمان المكونات الأساسية: 1 سنة
المكونات الأساسية: علبة التروس ، المحرك
مكان المنشأ: تشجيانغ ، الصين
اسم العلامة التجارية: TP
النوع: خط إنتاج التحبيب
برغي تصميم: واحد
الجهد: حسب الطلب ، حسب الطلب
البعد (L * W * H): 4300 * 1200 * 1200 مم *
1900 * 710 * 400 مم
الطاقة (kW): 37 + 15KW
الوزن: 4
الضمان: 1 سنة
موقع المعرض: مصر ، تركيا ، روسيا
الصناعات القابلة للتطبيق: مصنع التصنيع ، المزارع ، الاستخدام المنزلي ، الطاقة والتعدين
خدمة ما بعد البيع المقدمة: قطع غيار مجانية
علبة التروس: أسنان صلبة
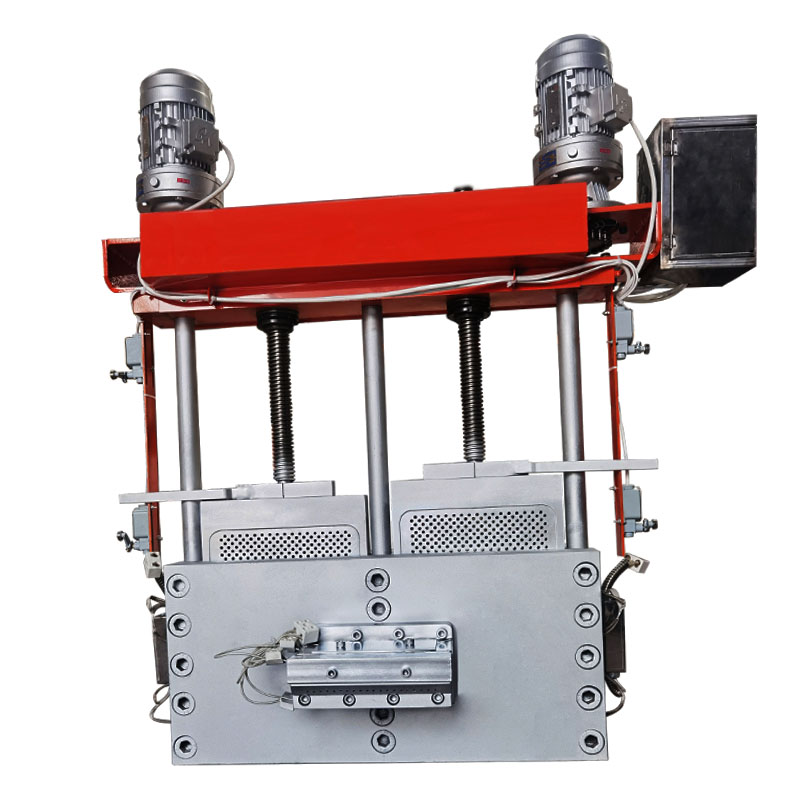
القالب: مبدل الفلتر الهيدروليكي
اللون: حسب الطلب
طريقة التسخين: تسخين Cast-Al
السعة: 20 مجموعة / شهر
القوة: حسب الطلب
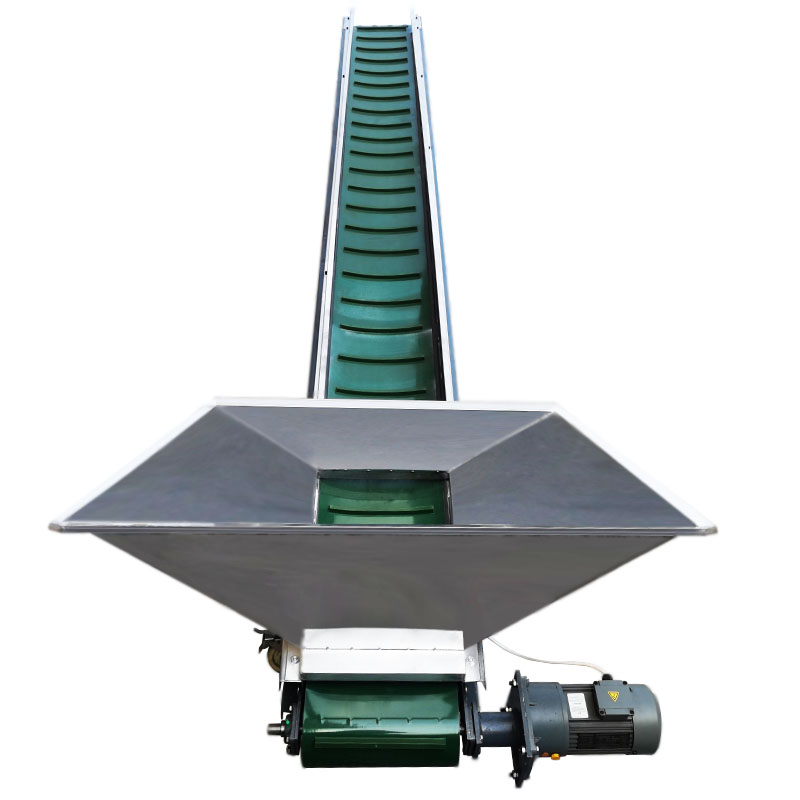
الاسم: آلة تحبيب البلاستيك
المواد: 38CrMoALA
نوع التسويق: منتج عادي
(1) ارفع درجة الحرارة لمدة أربعين أو خمسين دقيقة تقريبًا قبل تشغيل الجهاز.قم بزيادة درجة الحرارة واسحب حزام مثلث المحرك يدويًا حتى يتم تحريره ؛اسحب باستمرار ما بين 8 و 10 مرات في اتجاه دوران التشغيل العادي.بعد حوالي عشر دقائق ، اترك الجهاز يسخن أكثر قبل تشغيله لأن الإنتاج النموذجي لا يزال بحاجة إلى توفير الحرارة ؛
اعتمادًا على جودة البلاستيك ، اضبط درجة الحرارة بشكل مناسب.
(2) يجب أن تكون درجة حرارة جهاز التكوير ثابتة ، وليست مرتفعة أو منخفضة ، عندما تعمل بشكل طبيعي.يجب الحفاظ على درجة حرارة رأس الماكينة عند أو حوالي 200 درجة مئوية بالقرب من فتحة التهوية (راجع المادة ج والمادة ب).
(3) يجب ألا يكون هناك نقص في الإمدادات ويجب أن تكون التغذية موحدة.يجب أن تتطابق سرعة تغذية الماكينة مع معدل التغذية بشكل صحيح.خلاف ذلك ، سوف يتأثر إخراج الجسيمات وجودتها.
(4) يجب فصل المحرك الرئيسي تمامًا قبل إيقاف تشغيل الجهاز.قم بإزالة سدادة الرأس باستخدام مفتاح الربط المرفق.قبل الاستخدام اللاحق ، أعد تسخين منفصل.





